Реферат: Переработка автомобильных шин
 Содержание
Содержание
Введение…………………………………………………………....3
1.Характеристика металлокорда, как источника образования
отходов…………………………
1.1.Строение и состав шины…………………………………
1.2.Роль металлокорда в шине………………………………………….
1.3.Свойства металлокорда……………………………………………...
1.4.Марки сталей для металлокорда……………..............................
2. Отходы, как источник вторичного сырья…………………………………
3. Анализ состава и свойств отходов. Физико-химические свойства………
4.Выбор и описание технологической схемы утилизации отходов………
4.1.Методы утилизации автомобильных шин………………………
4.2.Метод утилизации шин путём предварительного
охлаждения……………………………………............................
4.3.Описание процесса переработки….…………………………..…
5.Обоснование режимов технологического процесса переработки отходов шин……………………………………………
5.1.Режим работы предприятия……………………………………..
5.2Оценка воздействия на окружающую среду…………………………
Заключение…………………………………………………………………
Список литературы…………………………………………………………...
 Введение
Введение
Активное распространение во всём мире автомобильного транспорта, широкое применение в промышленности и быту резиносодержащих материалов влечёт за собой накопление больших объёмов полимерных отходов и, в частности, изношенных покрышек.
По данным Европейской Ассоциации по вторичной переработке шин (ЕТРА) в 2000 году общий вес изношенных, но непереработанных шин достиг:
в Европе-2,5 млн тонн;
в США-2,8 млн тонн;
в Японии-1,0 млн тонн;
в России-1,0 млн тонн.
В Москве ежегодно образуется более 70 тыс. тонн изношенных шин, в
Петербурге и Ленинградской области — более 50 тыс. тонн..
Объем их переработки методом измельчения не превышает 10%. Большая часть собираемых шин (20%) используется как топливо.
Вышедшие из эксплуатации изношенные шины являются источником длительного загрязнения окружающей среды:
-шины не подвергаются биологическому разложению;
-шины огнеопасны и, в случае возгорания, погасить их достаточно сложно;
-при складировании они являются идеальным местом размножения грызунов,
кровососущих насекомых и служат источником инфекционных заболеваний.
Изношенные покрышки не подвергаются естественному разложению, гниению, поэтому накапливаются на полигонах, занимая значительные площади земельных угодий, рассеиваются в оврагах, лесах, водоёмах, загрязняя окружающую среду. Изношенные шины находят применение при устройстве различных ограждений, предохранения берегов от размывания, буферных поддонов и др., но это имеет ограниченный, локальный характер.
В тоже время изношенные шины являются источником ценного
 углеводородного сырья, лома легированной стали и текстильного материала в виде натуральных и синтетических волокон. Поэтому проблема утилизации изношенных шин и других амортизированных резинотехнических изделий актуальна с экологической и экономической сторон.
углеводородного сырья, лома легированной стали и текстильного материала в виде натуральных и синтетических волокон. Поэтому проблема утилизации изношенных шин и других амортизированных резинотехнических изделий актуальна с экологической и экономической сторон.
Известно, что в современных покрышках содержится не менее 60% резины, 20% текстиля и 20% металла. Однако, несмотря на очевидные преимущества, увеличивающиеся ежегодно количество непригодных к употреблению автомобильных покрышек, отправляемых в пункты хранения (свалки) или просто закапываемых в землю, свидетельствует о слаборазвитой переработки.
Применение изношенных шин в цементной промышленности позволяет экономить 1- 2 % основного вида топлива.
Специалистами отмечается, что при сжигании изношенных шин при производстве цемента может быть сокращен на 25% расход ископаемых энергоносителей и снижен уровень загрязнения окружающей среды. Так как содержание кислорода в печи велико, горючие газы достаточно долго находятся в зоне сгорания, в процессе не образуется остатков вредных веществ по той причине, что сера и металл связываются в получаемом продукте.
Динамичный рост парка автомобилей во всех развитых странах приводит к
постоянному накоплению изношенных автомобильных шин.
Вместе с тем, амортизированные автомобильные шины содержат в себе ценное сырье:
· каучук,
· металл,
· текстильный корд.
Проблема переработки изношенных автомобильных шин и вышедших из
эксплуатации резинотехнических изделий имеет большое экологическое и
экономическое значение для всех развитых стран мира. Невосполнимость
природного нефтяного сырья диктует необходимость использования
 вторичных ресурсов с максимальной эффективностью, т.е. в место гор мусора мы могли бы получить новую для нашего региона отрасль промышленности – коммерческую переработку отходов. Не менее перспективным методом борьбы с накоплением изношенных шин является продление срока их службы, путем восстановления.
вторичных ресурсов с максимальной эффективностью, т.е. в место гор мусора мы могли бы получить новую для нашего региона отрасль промышленности – коммерческую переработку отходов. Не менее перспективным методом борьбы с накоплением изношенных шин является продление срока их службы, путем восстановления.
В настоящее время, все известные методы переработки шин можно разделить на две группы:
1. Физический метод
2. Химический метод
В настоящее время все большее значение приобретает направление
использования отходов в виде дисперсных материалов. Наиболее полно
первоначальная структура и свойства каучука и других полимеров,
содержащихся в отходах, сохраняются при механическом измельчении.
Установление взаимосвязи между размерами частиц материала, их физико-
химическими и механическими характеристиками и затратами энергии на
измельчение и параметрами измельчающего оборудования необходимо для
расчета
измельчителей и определения оптимальных условий их эксплуатации.
Процесс измельчения, несмотря на кажущуюся простоту, очень сложный не
только по определению характера, величины и направления нагрузок, но и по
трудности количественного учета результатов разрушения.
В развитых странах в настоящее время предпринимаются попытки создать технологии по переработке изношенных шин, которые позволили бы повторно использовать резину в различных товарах и материалах.
Существующие технологии переработки автомобильных покрышек не в состоянии справиться с громадными и постоянно пополняющимися объёмами сырья и находятся лишь в стадии своего становления. Одной из главных причин, сдерживающих их использование, является, во-первых, непостоянство состава и свойств этого вида вторичного сырья, что не позволяет при заданных технологических параметрах процесса обеспечить
стабильное высокое качество готовой продукции, а во-вторых, отсутствие промышленных способов переработки изношенных шин.
 1. Характеристика технологического процесса как источника образования отходов
1. Характеристика технологического процесса как источника образования отходов
Одним из наиболее проблемных элементов человеческой деятельности является автомобильный транспорт, отходы которого являются особенно агрессивными по отношению к окружающей среде, и хотя в настоящее время активно исследуются различные пути переработки этих отходов, радикального решения проблемы пока не существует.
Интенсивное развитие автотранспортного комплекса привело к целому ряду неблагоприятных факторов, нарушающих экологическое равновесие.
Основными продуктами загрязнения окружающей природной среды для автотранспортного комплекса являются: изношенные автомобильные шины, электролит, смазочные материалы. Так, например, вышедшие из эксплуатации автомобильные шины накапливаются в местах их эксплуатации (в автохозяйствах, на промышленных предприятиях, в сфере оказания услуг и т.д.) и затем вывозятся на свалки или рассеиваются на окружающих территориях. Шины длительное время загрязняют окружающую среду вледствии высокой стойкости к воздействию внешних факторов (солнечного света, кислорода, озона, микробиологических воздействий). Места их скопления, особенно в регионах с жарким климатом, служат благоприятной средой обитания и размножения ряда грызунов и насекомых, являющихся разносчиками различных заболеваний. Кроме того, шины обладают высокой пожароопасностью, а продукты их неконтролируемого сжигания оказывают крайне вредное влияние на окружающую среду (почву, воздушный и водный бассейн). При сжигании 1 т изношенных шин в атмосферу выделяется 270 кг сажи и 450 кг токсичных газов.
В связи с этим разрабатываемая в настоящее время концепция устойчивого развития цивилизации предусматривает в том числе решение экологических проблем путем использования изношенных автомобильных шин, являющихся одним из самых многотоннажных отходов потребления.
 В мире ежегодно образуется свыше 3 млрд т шин, что наносит огромный вред здоровью людей и окружающей среде. За последние 5 лет прирост объема изношенных шин составляет около 3% в год, в то же время рециклингу подвергается всего лишь 2%. Некоторая часть отходов, особенно из ценных видов резин, годами хранится на складах, остальная часть в лучшем случае подвергается захоронению или сжигается, нанося тем самым значительный и долговременный ущерб окружающей среде. Вместе с тем изношенные шины являются источником ценного углеводородного сырья, лома легированной стали и текстильного материала в виде натуральных и синтетических волокон. Однако, несмотря на очевидные преимущества, увеличивающееся ежегодно количество непригодных к употреблению автомобильных покрышек, отправляемых в пункты хранения (свалки) или просто закапываемых в землю, свидетельствует о слаборазвитой сфере переработки.
В мире ежегодно образуется свыше 3 млрд т шин, что наносит огромный вред здоровью людей и окружающей среде. За последние 5 лет прирост объема изношенных шин составляет около 3% в год, в то же время рециклингу подвергается всего лишь 2%. Некоторая часть отходов, особенно из ценных видов резин, годами хранится на складах, остальная часть в лучшем случае подвергается захоронению или сжигается, нанося тем самым значительный и долговременный ущерб окружающей среде. Вместе с тем изношенные шины являются источником ценного углеводородного сырья, лома легированной стали и текстильного материала в виде натуральных и синтетических волокон. Однако, несмотря на очевидные преимущества, увеличивающееся ежегодно количество непригодных к употреблению автомобильных покрышек, отправляемых в пункты хранения (свалки) или просто закапываемых в землю, свидетельствует о слаборазвитой сфере переработки.
Существующие технологии переработки автомобильных покрышек не в состоянии справиться с громадными и постоянно пополняющимися объемами сырья и находятся лишь в стадии своего становления. Одной из главных причин, сдерживающих их использование, является, во-первых, непостоянство состава и свойств этого вида вторичного сырья, что не позволяет при заданных технологических параметрах процесса обеспечить стабильно высокое качество готовой продукции, а во-вторых, отсутствие промышленных способов переработки изношенных шин.
Наиболее простой способ переработки- использование их в качестве «шинного топлива», то есть сжигание в топках электростанций, паровых котлах котельных и т. д. Однако при сгорании шины выделяют весьма ядовитые вещества. Выброшенные на свалки либо закопанные шины разлагаются в естественных условиях не менее 100 лет. Контакт шин с осадками в виде дождя и грунтовыми водами сопровождается вымыванием ряда токсичных органических соединений: дифениламина, дибутилфталата, фенантрена и т.д.
Шина, пришедшая в негодность, содержит отходы резины,
 металлокорда и текстиля. Срок службы шины в большинстве случаев зависит от резины. Асрок службы резины зависит от условий хранения и эксплуатации даже больше, чем от свойств резины.Средний срок эксплуатации шины 2 года.
металлокорда и текстиля. Срок службы шины в большинстве случаев зависит от резины. Асрок службы резины зависит от условий хранения и эксплуатации даже больше, чем от свойств резины.Средний срок эксплуатации шины 2 года.
Также отходы металлокорда образуются в процессе шинного производства. В настоящее время внедряются новейшие технологии, и как следствие уменьшается образование отходов металлокорда. Примером может служить ОАО «Московский шинный завод»(рис. 1.1.)
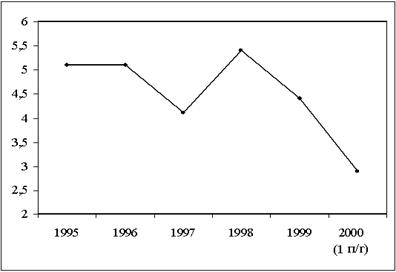
Рис 1.1.Снижение образования отходов металлокорда (в %) по отношению к использованному количеству металлокорда.
По оценке экспертов, мировое производство металлокорда для шин составляет примерно 1200 -1300 тыс. т в год.
Потребление металлокорда в мире растет на 3 — 4% ежегодно. Значительный рост потребления отмечается на рынках Азии и Европы. Шинные компании, имеющие основные производственные мощности в Северной Америке, пока еще не восстановились после экономического спада в 2001 — 2002 годах, поэтому потребление корда на этом рынке упало.
Самым динамичным рынком является Китай, где ежегодный
прирост потребления металлокорда составляет 27%.
 По примерным оценкам, в 2003 году в Китае произведено около 100 тыс. т, в то время как потребность шинных компаний составила примерно 150 тыс. т.
По примерным оценкам, в 2003 году в Китае произведено около 100 тыс. т, в то время как потребность шинных компаний составила примерно 150 тыс. т.
К 2015 году потребность увеличится до 350 тыс. т металлокорда в год.
Очевидно, что производители металлокорда стремятся закрепить свои позиции на этом рынке и размешают новые производственные мощности.
Можно сделать вывод, что производство металлокорда в мире будет расти с каждым годом, особенно на динамичном азиатском рынке, где производители корда стремятся как можно быстрее разместить новые заводы либо расширить уже имеющиеся производственные мощности.
1.1. Строение и состав шины
Характеристика деталей шин:
· покрышка — торообразная оболочка пневматической шины, непосредственно воспринимающая усилия, действующие при эксплуатации автомобиля;
· камера — герметичная торообразная эластичная оболочка, заполняемая воздухом или газом;
· вентиль камеры или бескамерной шины — обратный воздушный клапан, предназначенный для наполнения, удержания, выпуска воздуха и обеспечения контроля внутреннего давления в шине; ободная лента — профилированное эластичное резиновое кольцо, располагаемое между бортами покрышки, камерой и ободом колеса; ободная лента применяется в камерных шинах грузовых автомобилей для предохранения камер от повреждений.
· ободная лента — профилированное эластичное резиновое кольцо, располагаемое между бортами покрышки, камерой и ободом колеса; ободная лента применяется в камерных шинах грузовых автомобилей для предохранения камер от повреждений.
 По конструкции шины подразделяются на:
По конструкции шины подразделяются на:
· диагональные;
· радиальные.
В диагональных шинах нити корда каркаса перекрещиваются в смежных слоях и имеют угол наклона нитей в средней части беговой дорожки в пределах 45 — 60град. Такое расположение нитей корда называется диагональным.
В радиальных шинах нити корда во всех слоях каркаса в средней части беговой дорожки имеют угол наклона, близкий к нулю, т.е. нити корда в смежных слоях параллельны друг другу или пересекаются под небольшим углом. Такое расположение нитей корда называется меридиональным или радиальным.
Покрышка имеет следующие составные части (рис 1.2):
· каркас — главный силовой элемент покрышки, состоящий из одного или нескольких слоев обрезиненного корда, закрепленных, как правило, на бортовых кольцах. Корд представляет собой ткань, состоящую из толстых нитей основы и тонких редких нитей по утку, изготавливаемую на основе натуральных или синтетических волокон, или тонких стальных нитей (металлокорд);
· брекер — внутренняя деталь покрышки, расположенная между каркасом и протектором и состоящая из нескольких слоев обрезиненного металлического или другого корда. Брекер предназначен для смягчения ударных нагрузок на шину, возникающих при движении автомобиля по дороге;
· протектор — наружная резиновая часть покрышки шины, как правило, с рельефным рисунком, обеспечивающая сцепление с дорогой и предохраняющая каркас от повреждений;
· боковина — слой покровной резины, расположенный на боковой стенке покрышки, предохраняющий каркас от наружных повреждений;
· борт покрышки — жесткая часть пневматической шины, обеспечивающая ее крепление на ободе колеса.
Рис.1.2. Строение покрышки
1.2. Роль металлокорда в шине
В брекере и каркасе находится металлокорд. Он имеет большое значение для шины, улучшая многие её характеристики.
Применение металлокорда в шинах позволяет уменьшить в тяжелых грузовых шинах число слоев каркаса с 8 — 14 до 1 — 4; понизить температуру в шине при ее качении; значительно повысить грузоподъемность и километраж шин, неоднократно возобновлять протектор шины при его износе… Металлокорд, обладая высокой теплопроводностью и теплостойкостью, способствует уменьшению напряжений и более равномерному распределению температуры в теле покрышки. Срок службы шин с металлокордом больше при эксплуатации их в различных дорожных условиях примерно в 2 раза, чем у обычных шин, эксплуатируемых в аналогичных условиях. Поэтому роль металлокорда в производстве шин непрерывно возрастает
К недостаткам металлокорда относятся плохие усталостные свойства, особенно недостаточная выносливость к многократным
 деформациям изгиба, высокая плотность материала, что увеличивает вес шины, и низкая стойкость к действию воды. В настоящее время
деформациям изгиба, высокая плотность материала, что увеличивает вес шины, и низкая стойкость к действию воды. В настоящее время
изыскиваются способы повышения усталостной прочности металлокорда путем снижения внутренних напряжений. Для этого проволоку подвергают термической обработке — отпуску при температуре 500 — 650 или 150 — 250 С. Разрабатывают также новые структуры корда.
Шины из металлокорда по внешнему виду почти не отличаются от обычных пневматических шин. По внутреннему же строению они представляют собой совершенно новую конструкцию. Шины из металлокорда выпускают трех различных типов:
· с металлокордом в каркасе и брекере,
· с нейлоновым кордом в каркасе и металлокордом в подканавочном слое,
· с меридиональным расположением нитей стального или нейлонового корда в каркасе и металлокордом в брекере.
1.3. Свойства металлокорда
Металлокорд изготавливают из высокопрочной стальной проволоки. Кордная нить ( тросик) состоит из 21 или 39 проволок.
Металлокорд по прочности на разрыв, минимальному удлинению при растяжении, теплопроводности и теплостойкости значительно превосходит все другие виды корда. Однако металлокорд отличается низкой усталостной прочностью при многократных больших деформациях.
По ГОСТ 14311-85 металлокорд должен изготовляться типов 4Л22, 4Л22А, 9Л 15/27, 9Л15/27А, 22Л15, 22Л15А, 28Л18, 28Л18А, 29Л18/15, 29Л 18/15А, 40Л 15, 40Л 15А. Буква А указывает на высококачественную сталь (табл.1.3).
Таблица 1.3
Типы металлокорда
| Тип металло-корда | Конструк-ция металло- корда | Диаметр металло- корда, d | Пре-дельное отклонение d | Шаг свивки металло- корда | Разрывное усилие в целом | Про-чность связи с резиной |
| мм | Н(кгс), не менее | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 4Л22 | 1х4х0,22 | 0.50 | +0,02 | 9.5-10,5 | 370(38) | 180(18) |
| 4Л22А | 1х4х0,22 | 0,50 | +0,02 | 9.5-10,5 | 380(39) | 190(19) |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 9Л15/27 | (1хЗ)х 0,15+6х 0,265 | 0.83 | +0,03 | 9.5-11,0 | 890(91) | 250(25) |
| 9Л15/27А | (1хЗ)х0,15+6х 0,265 | 0.83 | +0,03 | 9.5-11,0 | 900(92) | 260(27) |
| 22Л15 | (7х З)х 0,15+1х 0,15 | 1.20 | +0,03 | 9.5-10,5 | 880(90) | 250(25) |
| 22Л15А | (7х 13)х 0,15+ 1х 0,15 | 1.20 | +0,03 | 9.5-10,5 | 890(91) | 260(27) |
| 28Л18 | 7х4х0,175 | 1.19 | +0,05 | 13.0-15.0 | 1670(170) | 340(35) |
| 28Л18А | 7х4х0,175 | 1.19 | +0,05 | 13.0-15.0 | 1700(173) | 360(37) |
 29Л18/15 29Л18/15 | (7х 4)х 0,175+1х 0,16 | 1.49 | +0,05 | 13.0-15.0 | 1670(170) | 340(35) |
| 29Л18/15А | (7х 4)х 0,175+1х 0,16 | 1.49 | +0,05 | 13.0-15.0 | 1700(173) | 360(37) |
| 40Л15 | [(3+9)+(9х 3)]х 0,15+1х0.15 | 1.45 | +0,05 | 14.5-15,5 | 1620(165) | 340(35) |
| 40Л15А | [(3+9)+(9х 3)]х 0,15+ 1х0,15 | 1.45 | +0,05 | 14.5-15,5 | 1640(167) | 350(36) |
Металлокорд изготавливается из стальной латунированной проволоки, диаметр и временное сопротивление разрыву которой до свивки в металлокорд должны соответствовать нормам (табл.1.3.1).
Таблица 1.3.1
Нормируемые параметры проволовки для металлокорда.
| Диаметр проволоки, мм | Предельные отклонения по диаметру, мм | Временное сопротивление проволоки до свивки в металлокорд, Н/мм2 (кгс/мм') |
0,150 0,175 0,220 0,265 | ± 0,01 | 2450-3040(250-310) 2350-2940(240-300) 2450-2940(250-300) 2350-2840(240-290) |
 Металлокорд изготавливается также крестовой свивки (направление свивки металлокорда и направление свивки прядей – противоположны).
Металлокорд изготавливается также крестовой свивки (направление свивки металлокорда и направление свивки прядей – противоположны).
1.4. Марки стали для металлокорда
Металлокорд изготавливается из стали различных марок (табл.1.4)
Таблица 1.4
Марки стали для производства металлокорда и нормативы на них.
| Продукция | Нормативный документ на профиль и техтребо- вания | Марка стали | Нормативный документ на химсостав стали | Назначение |
| 1 | 2 | 3 | 4 | 5 |
| Катанка канатная и конструкционная охлажденная двухстадийным способом | ТУ 14-15-113-82 | Класс ПД 35-60 65-85, 60Г-70Г | ГОСТ1050-74 ГОСТ14959-79 ТУ14-15-231-90 | Для металло- корда |
| Катанка канатная и конструкционная охлажденная двухстадийным способом | ТУ 14-15-113-82 | Класс ПД 35-60 65-85, 60Г-70Г | ТУ 14-1-1881-76, Пр1206, изм. №5 | Для металло- корда |
| Катанка стальная для металлокорда | ТУ 14-1-1881-76 | 70 корд | ТУ14-1-1881-76, Пр1206, изм. №5 | Для металло- корда |
| 1 | 2 | 3 | 4 | 5 |
| Катанка стальная для металлокорда | ТУ 14-1-1881-76 | 70 корд | ТУ14-1-1881-76, Пр1206, изм. №5 | Для металло- корда |
| Катанка стальная для металлокорда | ТУ 14-1-1881-76 | 70 корд | ГОСТ4543-71 ГОСТ10702-78 Пр 1364, пр863 | Для металло- корда |
| Катанка сорбитизированная из высокочистой стали | ТУ 14-1-1881-76 | 70 | ГОСТ1050-88 ГОСТ4543-71, ГОСТ10702- 78 | Для металло- корда |
| Катанка сорбитизированная из высокочистой стали | ТУ 14-1-1881-76 | 70 | ТУ14-1-4752-89, Пр 1206 изм. №5 | Для металло- корда |
| Катанка сорбитизированная из высокочистой стали | ТУ14-173-149-87 | 60С2ХА-Ш | ГОСТ14959-79 | Для металло- корда |
| Катанка из хромокремнистой тали электрошлакового переплава | ТУ14-173-149-87 | 60С2ХА-Ш | ТУ14-1-582-73, ТУ 14-1- 878-74 | Для металло- корда |
| Катанка из хромокремнистой тали электрошлакового переплава | ТУ14-1-4104-86 | 70ХГФА-Ш | ТУ14-1-4104-86 | Для металло- корда |
| Катанка из хромокремнистой тали электрошлакового переплава | ТУ14-1-4104-86 | 70ХГФА-Ш | ТУ14-173-182-89 | Для металло- корда |
| Катанка из хромокремнистой тали электрошлакового переплава | ТУ14-1-4104-86 | 70ХГФА-Ш | ГОСТ380-94 | Для металло- корда |
| Катанка сварочная | ТУ 14-1-582-73 | Св-08 Св-08Г1С | ТУ14-1-582-73 | Для металло- корда |
| Катанка сварочная | ТУ 14-1-582-73 | Св-08 Св-08Г1С | ТУ 14-1-878-74 | Для металло- корда |
 Крупные производители металлокорда в мире стремятся к снижению массы армирующего материала при остающемся неизменном его общем усилии на разрыв. Сверхтонкая проволока металлокордных нитей становится еще тоньше, но должна выдерживать такую же нагрузку. И, чтобы, не снижая прочности корда, уменьшить его диаметр, нужна высокоуглеродистая сталь80.В выпуске металлокорда такой стали преуспел Беларусский металлургический завод (БМЗ).Они полностью заменили свои старые технолгические линии на более усовершенствованные новые. Так же на данном заводе уменьшили количество неметаллических включений, образующихся при выплавке и заливки стали(например оксида алюминия, при наличии которого стальная нить не выдерживает нагрузки и рвется).
Крупные производители металлокорда в мире стремятся к снижению массы армирующего материала при остающемся неизменном его общем усилии на разрыв. Сверхтонкая проволока металлокордных нитей становится еще тоньше, но должна выдерживать такую же нагрузку. И, чтобы, не снижая прочности корда, уменьшить его диаметр, нужна высокоуглеродистая сталь80.В выпуске металлокорда такой стали преуспел Беларусский металлургический завод (БМЗ).Они полностью заменили свои старые технолгические линии на более усовершенствованные новые. Так же на данном заводе уменьшили количество неметаллических включений, образующихся при выплавке и заливки стали(например оксида алюминия, при наличии которого стальная нить не выдерживает нагрузки и рвется).
Также многими предприятиями выпускаются металлокорд из стали 70КРД и 80КРД(например Донецким металлургическим заводом «ИСТИЛ»(Украина)).
 2. Отходы, как источник вторичного сырья
2. Отходы, как источник вторичного сырья
Отходы металлокорда нашли широкое применение при изготовлении различных конструкционных материалов. Один из них фибробетон.
Фибробетон — конструкционный материал, получаемый на основе мелкозернистого бетона, армированного тонкодисперсным синтетическим или стеклянным волокном, а также металлической сечкой-фиброй.
Стальная фибра обычно представляет собой стальную проволоку длиной от 30 до 80 мм, диаметром 0,5 -1,2 мм, прочностью на растяжение около 1000 МРа и более, специально профилированную.Очень часто данный вид бетона применяют для пола.
Благодаря своей высокой чистоте металлический корд после очистки от резины является так же ценнейшим источником металлического лома для сталеплавильных заводов.
Используя вместо железной руды в качества сырья для сталепла- вильных заводов переработанный металлолом, можно сократить энергопотребление на 74 %, а загрязнение окружающей среды — на 80 % в расчете на одну тонну сырой стали. На сегодня уровень выплавки стали из металлолома вырос до 50 %, это стимулирует рост потребности в высококачественном переработанном металлоломе.
 3. а нализ состава и свойств отходов. Физико-химический состав.
3. а нализ состава и свойств отходов. Физико-химический состав.
В таблице 3 представлены результаты анализа металла, который используется в шинах ведущих производителей.
Таблица 3
Химический состав отходов металлокорда шины Michelin
| Наименование отхода | Результаты анализа (содержание химических элементов),% | ||||||
Отход металлокорда автомобильных шин | Fe | Mn | C | Cr | Si | S | P |
| 98,115 | 0,52 | 0,95 | 0,09 | 0,28 | 0,029 | 0,016 |
Анализ химического состава свидетельствует о возможности использования брекера в качестве высокопрочной стальной фибры дисперсно-армированного бетона.Присутствие в химическом составе кремния и марганца способствует значительному повышению прочности армирующих элементов. Фосфор и сера при любом их содержании являются вредными составляющими к разрушению стали. Сера, обладая более низкой температурой плавления, чем сталь, снижает механическую прочность последней. Фосфор, образуя с железом твердый раствор, является хрупким компонентом, снижающим ударную вязкость стали. Анализ химического состава свидетельствует о незначительном превышении углерода (на 0,3%). По химическому составу марка стали материально соответствует ст.85. Очевидно, что для высококачественных дисперно-армированных сталефибробетонов применение армирующих элементов брекера является весьма эффективным.
Выявлено влияние стальной фибры из отходов металлокорда на физико-механические и эксплуатационные свойства дисперсно-армированного сталефибробетона: повышение прочности на растяжение при изгибе, стойкость к воздействию динамических нагрузок, сохранение целостности бетона в экстремальных условиях.
 Таким образом, анализ экспериментальных данных свидетельствует о возможности использовании отходов переработки в качестве армирующих элементов дисперсно-армированного бетона.
Таким образом, анализ экспериментальных данных свидетельствует о возможности использовании отходов переработки в качестве армирующих элементов дисперсно-армированного бетона.
Бетоны с таким свойствами можно использовать в местах повышенной сейсмической активности, при устройстве дорожных и аэродромных покрытий, подвергающихся ударным нагрузкам, в зданиях, испытывающих ударные нагрузки.
 4.Выбор и описание технологической схемы утилизации отходов
4.Выбор и описание технологической схемы утилизации отходов
4.1. Методы утилизации автомобильных шин
Использование целых автомобильных шин.
Изношенные шины применяются для устройства искусственных рифов, служащих местом обитания рыб и устриц. Фирмой «Гудьир» в 1970 г. у берегов Австралии был создан искусственный риф из 15 тыс. шин. Рифы созданы у берегов Флориды (215 тыс.-шин); Новой Зеландии, Ямайки, Греции, Японии и др. Загрязнение морской воды при этом не происходит. Около 200 искусственных нерестилищ из изношенных шин создано в Германии. Старые шины используют для зашиты склонов от эрозии. Для этого склоны покрывают шинами, засыпают землей и засевают травой. Согласно разработке фирмы «Органикой» (Германия), при создании звукоизолирующих ограждений вдоль автострад у шин удаляют одну боковину, после чего их соединяют и заполняют землей. В результате образуется наклонный спуск, который можно озеленить. Такая конструкция не отражает звук и требует 5 тыс. шин на 100 м погонной длины барьера. Одновременно конструкция служит барьером безопасности.
Сжигание шин с целью получения энергии.
С точки зрения экологии использование изношенных шин для получения энергии оценивается неоднозначно. В первую очередь это связано с выделением цинка и окислов серы в атмосферу. На примере тушения пожара на складе в Канаде (14 млн. шин) были рассмотрены особенности воздействия горения шин на окружающую среду. В дыме горящих шин содержатся канцерогенные субстанции и небольшие количества диоксина. Горевшие в Канаде шины тушили 17 дней с помощью пожарных вертолетов, грязевого ливня и снегопадов. В результате пожара образовались сотни литров диоксинсодержащих масел. Вследствие выброса ядовитых дымов
 пришлось эвакуировать окрестное население. Отмечается в то же время, что продукты сжигания шин в печах могут не загрязнять атмосферу и, что в техническом отношении нет проблем в организации полного и безопасного сгорания шин в существующих печах, оборудованных соответствующими фильтрами очистки выбросов. Однако создание печей и очистительных установок для улавливания вредных газов и соединений тяжелых металлов требуют больших затрат. Имеется информация, что применение шин в качестве топлива требует затрат порядка 20 ~ 25 или даже 30 — 35 долларов на тонну. Метод сжигания шин неперспективен также с энергетической точки зрения: с учетом КПД при сжигании легковой шины количество энергии примерно равно получаемой от сжигания 3 л. нефти. По данным изготовителей энергия, накопленная в шине, равна энергии, получаемой при сжигании 27-30 литров нефти (21 литр расходуется на изготовление сырья и б литров на процесс переработки).
пришлось эвакуировать окрестное население. Отмечается в то же время, что продукты сжигания шин в печах могут не загрязнять атмосферу и, что в техническом отношении нет проблем в организации полного и безопасного сгорания шин в существующих печах, оборудованных соответствующими фильтрами очистки выбросов. Однако создание печей и очистительных установок для улавливания вредных газов и соединений тяжелых металлов требуют больших затрат. Имеется информация, что применение шин в качестве топлива требует затрат порядка 20 ~ 25 или даже 30 — 35 долларов на тонну. Метод сжигания шин неперспективен также с энергетической точки зрения: с учетом КПД при сжигании легковой шины количество энергии примерно равно получаемой от сжигания 3 л. нефти. По данным изготовителей энергия, накопленная в шине, равна энергии, получаемой при сжигании 27-30 литров нефти (21 литр расходуется на изготовление сырья и б литров на процесс переработки).
Применение шин в качестве топлива в цементной промышленности.
Целые или разрубленные на куски шины вводятся во вращающуюся печь, где температура исходящих газов достигает 1200 — 2800°Р (Сжигание целых шин или их кусков может также производится путем их подачи в зону, где температура исходящих газов 600 — 1400Т). Здесь металлокорд частично заменяет железную руду, необходимую в производстве цемента. Рекомендуют заменять шинами 5 — 10 % топлива. Применение изношенных шин в цементной промышленности позволяет экономить 1- 2 % основного вида топлива.
Специалистами отмечается, что при сжигании изношенных шин при производстве цемента может быть сокращен на 25% расход ископаемых энергоносителей и снижен уровень загрязнения окружающей среды. Так как содержание кислорода в печи велико, горючие газы достаточно долго находятся в зоне сгорания, в процессе не образуется остатков вредных веществ по той причине, что сера и металл связываются в получаемом продукте.
 Пиролиз.
Пиролиз.
Пиролиз кусков шин и резиновой крошки осуществляется в среде с недостатком кислорода, в вакууме, в атмосфере водорода в присутствии катализаторов и без них, в реакторах периодического и непрерывного действия, в псевдокипящем слое при различных температурах. Исследован также процесс пиролиза смеси резиновой крошки (20%) и масла (80%).Системы пиролиза, популярные в 70-е годы, оказались неудобными в эксплуатации в течение сколько-нибудь длительного времени. В настоящее время это направление считается не оправдавшим возлагавшихся на него ожиданий. Большая часть таких установок работала в периодическом режиме. Получаемые продукты требовали дополнительной очистки перед употреблением, а затраты не покрывались стоимостью получаемых материалов. Специалисты считают, что проблема пиролиза старых шин практически исчерпана из-за высоких затрат и низкого качества получаемых продуктов.
Дробление(имельчение) изношенных шин.
Измельчение (дробление) шин считается наиболее привлекательным методом их переработки, поскольку он позволяет максимально сохранить физические свойства резины в продуктах переработки. Методы измельчения принято разделять на измельчение при положительных температурах и криогенное измельчение.
4.2.Метод утилизации шин с предварительным охлаждением
Известен более новаторский способ утилизации шин, основанный на предварительном охлаждении шин с последующей деструкцией с помощью ударных механических разрушающих средств в виде
 молотов и мельниц.Использование для разрушения охлажденных автомобильных шин ударных механических средств, а именно молотов и мельниц, обусловливает невысокую скорость и эффективность работы завода для утилизации автомобильных покрышек, а также шумность. Чтобы решить указанные проблемы было предложено заменить механический (контактный) способ деструкции шин на электромагнитный (бесконтактный), для чего используются емкостные накопители (батареи импульсных конденсаторов) и индукторы (импульсные катушки).
молотов и мельниц.Использование для разрушения охлажденных автомобильных шин ударных механических средств, а именно молотов и мельниц, обусловливает невысокую скорость и эффективность работы завода для утилизации автомобильных покрышек, а также шумность. Чтобы решить указанные проблемы было предложено заменить механический (контактный) способ деструкции шин на электромагнитный (бесконтактный), для чего используются емкостные накопители (батареи импульсных конденсаторов) и индукторы (импульсные катушки).
Преимущества этого метода:
· экономически выгоден;
· экологически безопасен;
· позволяет выделять металлокорд, полностью отделенный от резины и с неизменными свойствами.
4.3. Описание процесса переработки
Схема завода для утилизации автомобильных шин с металлокордом приведена на рис. На ней изображены транспортные средства 1, цех 2 доставки и хранения, цех 3 сортировки и подготовки, цех 4 деструкции и разрушения, цех 5 сепарации, упаковки и отправки. Кроме того, показаны цех 6 получения сжиженных газов (например, жидкий воздух или азот), цех охлаждения автомобильных шин, средства 8 доставки сжиженных газов. Цех деструкции и разрушения 4 снабжен разрушающими средствами электромагнитного действия.
Следует отметить, что вместо жидкого воздуха или азота могут использоваться воздушные турбохолодильные машины российского производства, например ВТХУ1-11 (установленная мощность 30 кВт, потребляемая — 24 кВт, температура воздуха —60...—70 °С, стоимость установки — 750 тыс. руб. с НДС).
 Использование воздушных турбохолодильных машин позволяет снизить себестоимость получения холода в 3—4 раза, а удельные энергозатраты — в 2—3 раза по сравнению с применением жидкого азота.
Использование воздушных турбохолодильных машин позволяет снизить себестоимость получения холода в 3—4 раза, а удельные энергозатраты — в 2—3 раза по сравнению с применением жидкого азота.
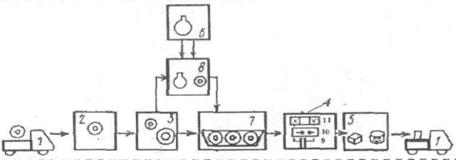 |
Рис.4.Схема завода
На рисунке 4 видно, что цех 2 доставки и хранения, цех 3 сортировки и подготовки, цех 7 охлаждения автомобильных шин, цех 4 деструкции и разрушения, цех 5 сепарации, упаковки и отправки связаны последовательной технологической цепочкой.
Цех 6 получения сжиженных газов связан с цехом охлаждения автомобильных шин с помощью средств 8 доставки сжиженных газов. Транспортные средства 7 представляют собой грузовики, автокары, электрокары и тому подобные средства.
Цех 2 доставки и хранения, а также цех 5 сепарации, упаковки и отправки являются складскими помещениями с электромагнитами сепарации (электромагнит грузоподъемный легкой серии ЭМГ 078-ЗОА), упаковочными столами, стеллажами, подъемниками, авто- и электропогрузчиками. Цех 3 сортировки и подготовки включает в себя моечные средства, столы, транспортеры (на базе ленточного и цепного конвейера ТОЦ 16-5) и авто- и электрокары. Средства разрушения электромагнитного действия представляют собой конденсаторные батареи 9 (параллельно включенные конденсаторы марки ИМУ-5/140), электрически соединенные через коммутаторы
 10 с импульсными катушками 11 (индукторами, которые изготовляются под заказ НИИЭФА им. Ефремова). Эти средства расположены в цехе 4 деструкции и разрушения(рис.3.3.2.).
10 с импульсными катушками 11 (индукторами, которые изготовляются под заказ НИИЭФА им. Ефремова). Эти средства расположены в цехе 4 деструкции и разрушения(рис.3.3.2.).
В технологическую цепочку деструкции, показанную на рис, также входят желоба 12 (криостаты, изготавливаются под заказ криогенной лабораторией Санкт-Петербургского государственного
политехнического университета), транспортеры 13, 14. Зарядка конденсаторной батареи осуществляется от сети переменного
тока 220/380 Б.
Коммутатор 10 представляет собой вакуумный разрядник коммутирующий импульсные токи-значением до 2 МА при напряжениях до 15 кВ. Он может работать в двух режимах: на левой ветви кривой Пашена (рабочий ток — до 2 МА), что соответствует диапазону давлений в разрядной камере 0,01...0,04 мм рт. ст. и на правой ветви кривой Пашена (рабочий ток — до 600 кА), что соответствует диапазону давлений в пределах 10...100 мм рт. ст. Разрядник 10 состоит из двух главных электродов, четырех поджигающих, буферного объема, вакуумных уплотнений, пленочной изоляции, изолирующего кольца и кабельных зажимов.
В цехе сепарации, упаковки и отправки транспортом находятся подъемный электромагнит 17, расположенный над конвейером 14, который может осуществлять возвратно-поступательное движение по направляющим 18, и контейнеры 19. Цех 6получения сжиженных газов содержит детандерные установки и сосуды Дьюара для хранения сжиженных газов ожижение. Цех 5сепарации, упаковки и отправки технологически соединен с цехом 4 деструкции и разрушения с помощью транспортера 14. Средства доставки сжиженных газов представляют собой трубопроводы, авто- и электрокары.
 Для ускорения технологического процесса цех деструкции и разрушения может быть снабжен озоновыми камерами (изготовитель — ЗАО «МЭЛП», Санкт-Петербург).
Для ускорения технологического процесса цех деструкции и разрушения может быть снабжен озоновыми камерами (изготовитель — ЗАО «МЭЛП», Санкт-Петербург).
Завод утилизирует автомобильные шины следующим образом. Шины с помощью средств доставки 1 поступают в цех 2 поставки и хранения, откуда они поступают в цех 5, где сортируются по типоразмерам и моются. Затем посредством транспортера 13 грузоподъемностью 200 кг, представляющего собой цепную пере-
дачу с поводками, оснащенными крюками, на которые подвешиваются шины 15, последние поступают в цех /охлаждения, где шины попадают в желоба (криостаты) 12 с жидким хладагентом (жидкий воздух или азот), полученным в цехе 6сжиженных газов.
Под действием сильного охлаждения шины 15 твердеют (время охлаждения шины размера 165/75 — 14" составляет 5 мин) и с помощью транспортера 13 попадают в цех 4, где измельчаются следующим образом. Охлажденные шины 15 в зоне действия импульсных катушек 11 временно фиксируются с помощью специального устройства. Далее по сигналу датчика положения срабатывают коммутаторы 10, и конденсаторные батареи 9 разряжаются на импульсные катушки 11, которые создают импульсное магнитное поле. Данное поле индуцирует в металлокорде и бортовых кольцах шин 75 вихревые токи, взаимодействие которых с импульсным полем приводит к возникновению электромагнитных сил, действующих на металлокорд и бортовые кольца шины /5.
Так как с противоположного бока боковое движение шины ограничено упорной плитой 16, резина шины /5 крошится. Смесь резиновой крошки и остатки металлокорда и бортовых колец по ленточному транспортеру 74 поступает в цех 5, где металлические части притягиваются к подъемному электромагниту 77, а резиновая крошка с транспортера попадает в контейнер 19. Подъемный электромагнит 7 по своим направляющим 18 периодически смещается от
 ленты транспортера и располагается над контейнером (на рисунке не показано), после этого электромагнит обесточивается и металлические части попадают в контейнер.
ленты транспортера и располагается над контейнером (на рисунке не показано), после этого электромагнит обесточивается и металлические части попадают в контейнер.
В случае необходимости отделения текстильного корда можно использовать аэросепаратор.
 5. Обоснование режимов технологического процесса переработки отходов
5. Обоснование режимов технологического процесса переработки отходов
5.1.Режим работы предприятия
Данные по запроектированным режимам работы предприятия приведены в табл.5
Таблица 5
Режимы работы предприятия
| Наименование процесса переработки | Кол — во смен в сутки | Длитель-ность рабочей смены | Кол-во рабочих дней в году | Годовой фонд рабочего времени | Коэффициент использова-ния аппарата и оборудования | Годовой фонд времени работы аппарата |
| Цех доставки и хранения | 3 | 8 | 247 | 5928 | 0,85 | 5038,8 |
| Цех сортировки и подготовки | 3 | 8 | 247 | 5928 | 0,85 | 5038,8 |
| Цех получения сжиженных газов | 3 | 8 | 247 | 5928 | 0,85 | 5038,8 |
| Цех доставки сжиженных газов | 3 | 8 | 247 | 5928 | 0,85 | 5038,8 |
| Цех охлаждения шин | 3 | 8 | 247 | 5928 | 0,85 | 5038,8 |
| Цех деструкции и разрушения | 3 | 8 | 247 | 5928 | 0,85 | 5038,8 |
| Склад | 2 | 8 | 247 | 3952 | 0,85 | 3359,2 |
 5.2. Оценка воздействия на окружающую среду
5.2. Оценка воздействия на окружающую среду
Данный способ утилизации шин является достаточно экологичным.
В технологическом комплексе нет термических процессов, поэтому отсутствуют тепловые выделения, которые бы могли существенно повлиять на окружающую среду.
Используемый для переработки материал перерабатывается полностью без образования вторичных отходов, с последующим использованием конечных продуктов в различных отраслях производства.
При этом выделения загрязняющих веществ, негативно влияющих на компоненты окружающей среды, не происходит.
Самым существенным фактором, который может оказывать негативное влияние на окружающую среду, в рассматриваемом перерабатывающем комплексе является электромагнитное излучение.
Безопасность населения обеспечивается созданием вокруг предприятия санитарно – защитной зоны, соответствующей ширины. Для предприятий подобного рода (V класса) ширина санитарно – защитной зоны должна быть не менее 100 м. СЗЗ имеет соответствующее озеленение (деревьями, кустарниками, травой).
Что касается изъятия ресурсов, то они неизбежны при размещении предприятий. Это касается прежде всего земли, необходимой для производственных зданий и инфраструктуры. Необходимость изъятия водных, биологических, агрокультурных ресурсов, полезных ископаемых, зон рекреации, особо охраняемых территорий, мест обитания ценных видов растений и животных, культурных, исторических и природных памятников решается на этапе проектно – планировочных решений, согласовывая эти вопросы с соответствующими компетентными органами.
Особо следует сказать о лини электропередачи (ЛЭП), обеспечивающей предприятие электроэнергией. Это, как правило, высоковольтная ЛЭП, представляющая собой мощный источник электромагнитного излучения. В СЗЗ этой ЛЭП нельзя строить жилые или общественные здания, детские или спортивные площадки, разбивать сады, огороды и т.п.
 Регулярное продолжительное нахождение в этой зоне грозит тяжелыми заболеваниями.
Регулярное продолжительное нахождение в этой зоне грозит тяжелыми заболеваниями.
Ширина СЗЗ ЛЭП зависит от величины напряжения и составляет при напряжении менее 20 кВ – 10 м по обе стороны от проекции на землю крайних проводов, при напряжении 35 кВ – 15 м, 110 кВ – 20 м, 150 – 220 кВ – 25 м, 330 – 500 кВ – 30 м, 750 кВ – 40 м, 1150 кВ – 55 м.
Эта полоса земли изымается из хозяйственного оборота и использования для других целей, кроме использования по прямому назначению.
 Заключение
Заключение
Одним из наиболее проблемных элементов человеческой деятельности является автомобильный транспорт, отходы которого являются особенно агрессивными по отношению к окружающей среде, и хотя в настоящее время активно исследуются различные пути переработки этих отходов, радикального решения проблемы пока не существует
Для успешного решения проблемы вторичного использования и переработки изношенных шин в России необходимо обозначить области возможного использования дробленой резины и создание рынка изделий и материалов, изготавливаемых из получаемого при переработке вторичного сырья, особенно в связи с прогнозируемым увеличением объемов переработки изношенных шин.
В целом использование вторичных материальных ресурсов из отходов переработки изношенных автомобильных шин позволяет существенно сократить объемы производства и использование специальных промышленных материалов, снизить техногенную нагрузку на окружающую природную среду, а также экологическую составляющую на степень заболеваемости населения.
 Литература
Литература
1. Демьянова В.С. Процессы и аппараты переработки твердых бытовых отходов: учеб. Пособие по курсовому и дипломному проектированию\В. С. Демьянова, Э.А. Овчаренков. — Пенза: ПГУАС, 2009.-106с
2. Сметанин В.И.Защита окружающей среды от отходов производства и потребления.- М.: КолосС, 2003.-230с
3. Пальгунов П.П., Сумароков М.В. Утилизация промышленных отходов.- М.: Стройиздат, 1990.-352с
4. Рашевский Н.Д., Кроник В.С., Мороз В.А., Неелоа И.П.Переработка изношенных автомобильных шин с металлокордом \\ Экология и промышленность России.-2000. -№12.-с.17-20
5. Плотников Р.С. Экологические проблемы переработки покрышек и устройства для их рециклинга\\ Экология и промышленность России.-2009.-№6.-с.12-13
6. Ким К.К., Карпова И.М. Новый метод утилизации автомобильных шин с металлокордом /К.К. Ким //Безопасность жизнедеятельности. – 2007. — №7. – с.24-27